Tools on CNC machines are what physically cut your part and remove material. There are a lot of different types of tools out there, each with its own specific purpose. This page will explain the purpose of the most common types of tools in BIDC. To learn how to put these tools to use, refer to the Mill Toolpath Guide. All these tools are found within the BIDC Fusion Team Tool Library. If you cannot see the tool library, make sure [Enable Cloud Libaries] is selected within Preferences -> Manufacturing! The library has tools in the correct holders with the proper speeds and feeds.
Definitions
- Cutting edge: The edges of the tool that actually do the cutting.

- Flute: The channels that chips flow through right after the cutting edge.

- Flute length: The length of the cutting edge and flutes. This is typically the maximum depth a tool can cut.

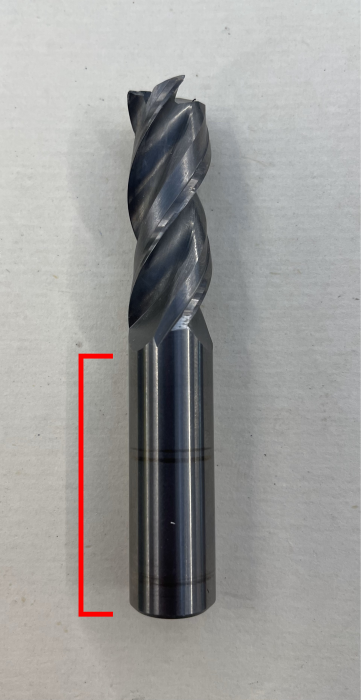
- Shank: The top part of a tool that gets clamped in tool holders.
- Shoulder: The transition region between the flutes and the shank.

Tool Materials and Coatings
There are two main types of materials that tools are made from: Carbide and HSS (High-Speed Steel). Carbide is the most common type in BIDC and is used on all of our CNC machines. Carbide is very strong and can withstand a lot of tool load. This means you can cut faster and minimize the chattering of the tool. However, it is more expensive than HSS and very brittle. Just dropping the tool from a couple feet up can shatter it. HSS is cheaper but less rigid. On CNC machines, HSS is only really found in specific-size drill bits. There are many drill sizes that BIDC has in carbide, but other sizes may only be available in HSS. Because HSS is weaker, an HSS drill needs a “dimple” created in the material before it can start cutting. Without this, the drill may deflect on entry, and eventually snap off if the hole is deep enough.
There are also coatings applied to carbide and HSS tools. When a tool cuts, the material heats up, and you want this heat to go into the chip, and not into the tool or the part. That is why coolant is constantly spraying the tool on the CNC machines. These coatings typically aid in heat transfer into the chip. However, not all tools have coatings. For cutting aluminum, it is typically very gummy and can stick to the tool. So, we want a bare, smooth tool to cut into the aluminum so that the chips don’t get stuck to the tool. For steels, which are much harder and get very hot when cutting, a coating is required. Additionally, carbon (found in steel) can bond to carbide with enough heat, so the coating also acts as a barrier between the carbide and the steel. For endmills, the product line with no coating (meant for non-ferrous materials) is called Maximet, whereas the product line with coating (meant for ferrous materials) is called Harvi. Below is a table showing the most common types of tools used on CNC mills.
| Tool Type | How it Looks | How it cuts |
| Endmill: A flat-ended tool for general material removal (roughing) or finishing passes. They mainly remove material by moving sideways and are not designed to remove material directly downward as a drill does. To go down into material, the endmill goes in a spiral pattern to cut mainly with the sides of the cutting edge. |  |  |
| Bullnose Endmill: A flat-ended tool with rounded edges. Used like an endmill, but only if a specific corner radius is required. Notice how the inside bottom edge on the part is different from that of an endmill. The endmill leaves a square edge, whereas the bullnose is rounded. In reality, even “flat” endmills have a rounded edge, but it is just so small that it is not nearly as noticeable as a bullnose. Also note that an endmill and a bullnose endmill will look identical, expect for the corner radius. |  |  |
| Ballnose Endmill: A tool with a fully rounded end. These are used for finishing passes on complex contours. They cannot be used for roughing, which should be done prior by an endmill. |  |  |
| Face Mill: A tool body with replaceable inserts that do the cutting. These are exclusively used for facing off (flattening) material. Since the inserts are only on the outermost part of the tool, this means that it cannot plunge down into the material, and can only cut sideways. |  |  |
| Shoulder Mill: A tool similar to the face mill. It also has replaceable inserts, but these inserts can also be cut with their sides vs. just the bottom. In BIDC, shoulder mills are almost always used for facing. |  |  |
| Drill: A pointed-tip tool that makes holes. It simply goes down and that’s it. The pointed-tip is an important design consideration. Does the tip need to go all the way through or not? It’s an option that can be selected in the drilling toolpath settings [Drill Tip Thru Bottom]. Additionally, drills can be used to remove material to give enough space for an endmill to go down through and remove more material. |  |  |
| Spot Drill: A pointed-tip tool to make “dimples” into the material to align a drill. Typically only needed for drills made of HSS. Spot drills will work provided the angle of the spot drill is greater than or equal to the angle of the main drill. Our carbide drills happen to work as spot drills for our HSS drills. But this isn’t true in every shop. |  |  |
| Engraving Bit: A tool with a 90-degree pointed tip. This can be used to engrave features or make chamfers on parts. The tips on these tools can wear over time, making them less useful for engraving. However, tip wear has no effect on its ability to create chamfers on a part, which removes the need to deburr the edges. |  |  |
| Chamfer Bit: A tool specifically designed for making only chamfers. It cannot engrave like an engraving bit. |  |  |
Tool Holders
There are a variety of tool holders that can clamp onto your tool so that the CNC spindle can spin your tool. The following table shows the types of holders we have in the shop.
| Tool Holder | Tool Assembly |
Heatshrink: A holder that thermally contracts onto the tool. This makes it very rigid, almost too rigid. It cannot damped out any vibrations, but works for most parts. See the below table for preloaded heatshrink tools. | This machine heats up the holder, loads the tool, and cools the holder uniformly. |
Hydroforce: A tool holder that has hydraulic fluid inside the holder to help dampen any vibrations. This holder will give you the best surface finish. This holder requires that a tool meets a certain shank diameter tolerance. | The tool goes into a collet that goes into the tool holder. Tighten the set screw until it hard-stops. |
Drill Hydroforce: A hydroforce holder for our carbide GoDrills. | The drill goes straight into the holder. A GoDrill shank diameter will match the diameter of one of the holders. Tighten the set screw until it hard-stops. |
ER 32/24/16 Collet Holder: A cap screws down and tightens a collet that clamps onto the tool. Typically used for HSS drills or other tools that don’t meet the strict diameter tolerance for Hydroforce holders. | A collet will snap into the ER cap, then screw on the cap lightly, insert the tool, and fully tighten the ER cap. |
Drill Chuck: A 3-jaw clamping holder for drills. Only use this for HSS drills if the shank is badly damaged and cannot be used in an ER-style holder. | Insert the tool in then twist the tool body to clamp it down. Very similar to loading a drill bit into a hand drill. |
Preloaded Heatshink Tools
There are a variety of different endmill sizes preloaded into heatshink holders in specific tool slots on every CNC mill. This saves you time as you don’t need to assemble the most common tools used in machining. The following table shows what tool slots contain each tool. Do note that in Fusion, selecting a heatshrink tool will automatically carry over the correct tool slot number, so the below table should just be for double-checking.
| Tool Slot | Tool |
| 9 | 1/2″ Maximet |
| 10 | 1/2″ Harvi |
| 11 | 3/8″ Maximet |
| 12 | 3/8″ Harvi |
| 13 | 1/4″ Maximet |
| 14 | 1/4″ Harvi |
| 15 | 3/16″ Maximet |
| 16 | 3/16″ Harvi |
| 17 | 1/8″ Maximet |
| 18 | 1/8″ Harvi |
| 19 | Pencil |
| 20 | Work Probe |